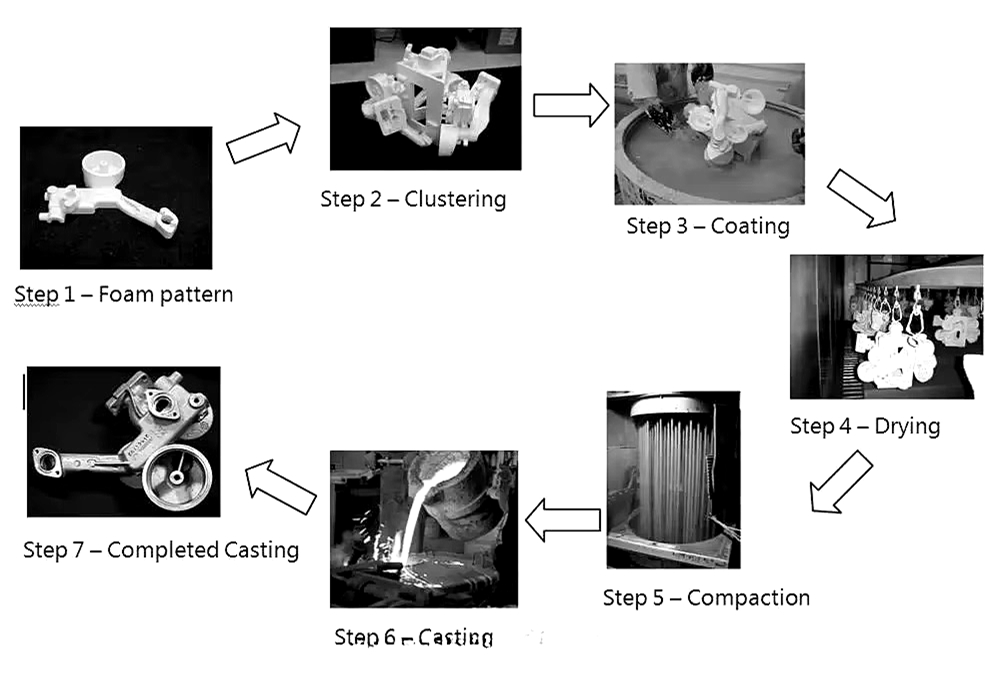
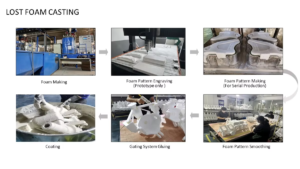
Lost Foam Casting Production Line
Introduction
Kewei could design the total lost foam Casting production line and all the separate lost foam machines for domestic and abroad customers according to certain workshop condition .and we supply installation,training and after sale service of course.

Technical Specifications
| internal size mording box(mm) | Mording efficiency
(mold/h) |
Annual output | sand processing
capacity (t/h) |
Casting products |
| 1200*1400*320/360mm | 8-10 | 10000 | 5 | Casting rear axle ,brake ,drum,counterweight |
| 1200*1200*250/300mm 1200*1200*400/450mm 1200*1200*600/600mm |
5-7 | 10000 | 5 | wear resistant steel casting,steel gratings |
| 1600*1250*500/300mm 2800*1200*350/450mm |
6 | 10000 | 5-10 | single piece and small batch of castings |
| 1750*1600*650/450mm | 5-10 | 10000 | 5-10 | gray iron castings,counterweight for forkifts,loaders |
| 1000*630*150/150mm 1000*800*150/150mm |
10-15 | 600-1000 | 5 | stainless steel castings such as acid resistant pump impeller |
| 2000*1600*360/310mm | 10 | 30000 | 35-40 | Casting rear axle for trucks |
| 3100*1900*450/450mm 3100*1900*350/550mm |
20 | 50000 | 50 | steel castings for railway parts, bottom, bolater ,side frame |