3d mould making machine for castings
Revolutionizing Foundry Efficiency
1. The Future of 3D MouldMaking Machines for Castings:
3d mould making machine for castings enable direct digital-to-metal production of complex aluminum components with unprecedented precision (±0.1mm).
Key Benefits:
✔ 80% faster mould production vs traditional methods
✔ 60% cost reduction for prototype tooling
✔ Design freedom for complex cooling channels
Top Applications:
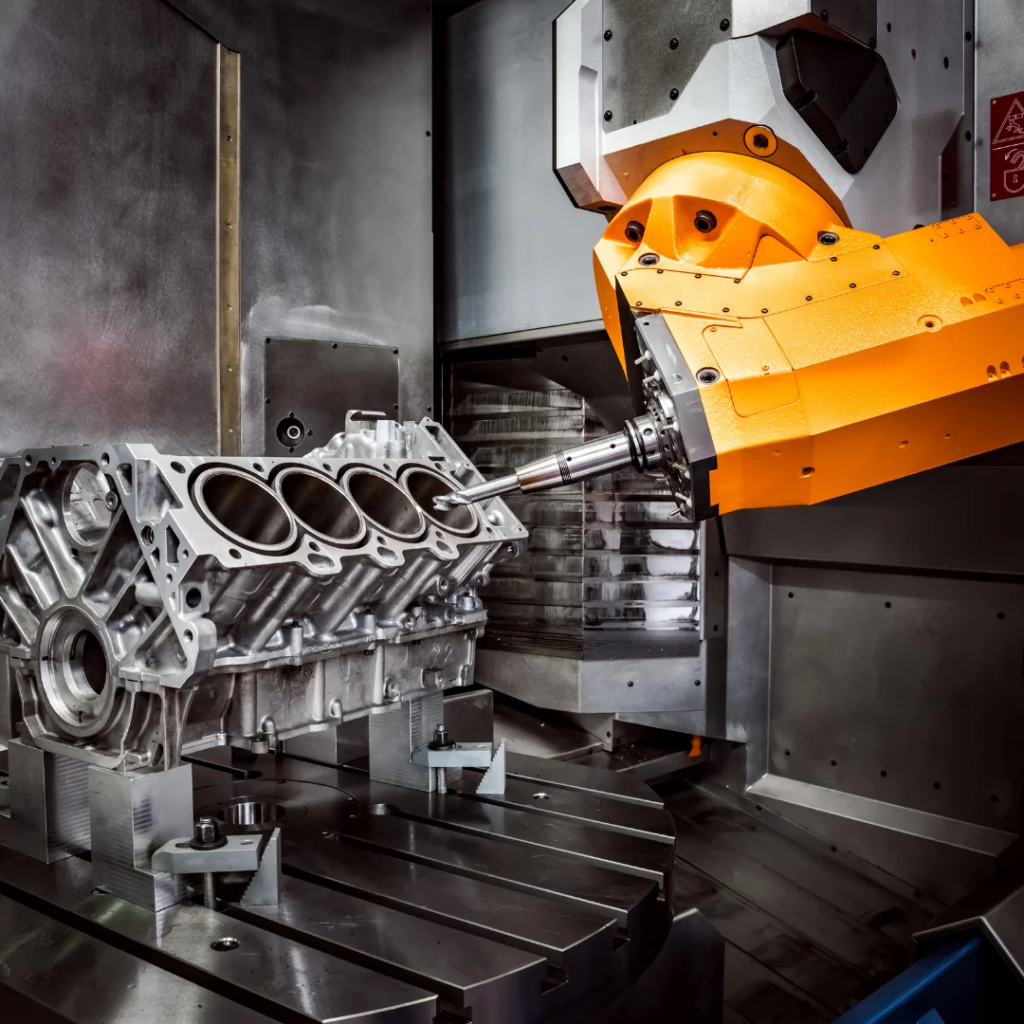
- Automotive: Engine blocks, transmission housings
- Aerospace: Lightweight structural components
- Industrial: Heat exchangers, pump housings

3d mould making machine for castings
2. How 3D Mould Machines Work for Aluminum
Process Flow:
- CAD Design → 2. 3D Printing (Sand/Resin) → 3. Mould Curing → 4. Aluminum Pouring
Material Options:
| Material Type | Best For | Tolerance |
|---|---|---|
| Furan Sand | High-volume | ±0.3mm |
| Phenolic Resin | Precision | ±0.15mm |
| Silicate Bonded | Large parts | ±0.5mm |
3. Machine Selection Guide
Critical Specifications:
- Build Volume: 600×600×500mm to 2000×1000×800mm
- Layer Resolution: 0.1-0.3mm
- Production Speed: 20-100L/hour
Technology Comparison:
| Type | Accuracy | Best For |
|---|---|---|
| Binder Jetting | ±0.2mm | Mass production |
| SLS | ±0.1mm | Complex geometries |
| DLP | ±0.05mm | Micro-features |
4. Integrating with Aluminum Casting Operations
Essential Peripheral Equipment:
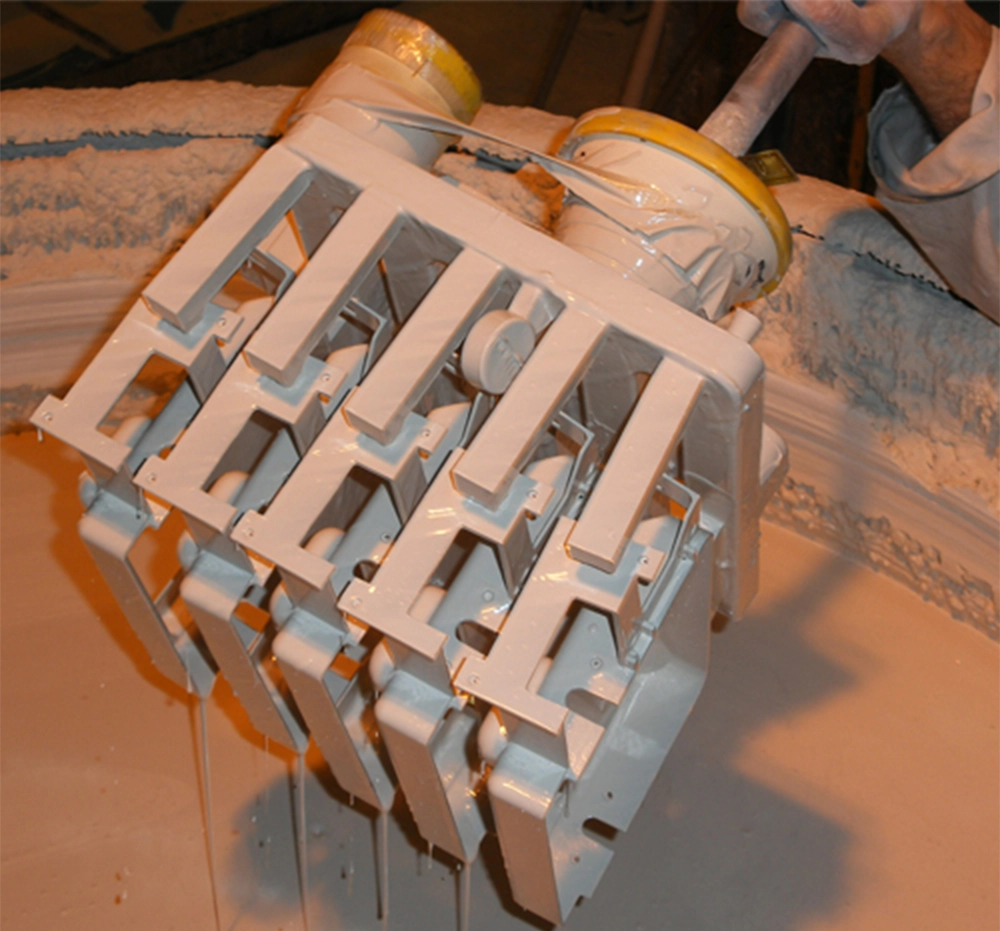
- Automated Coating Systems: Uniform refractory application
- Drying Ovens: Precise temperature control
- Degassing Stations: Aluminum purity assurance
Software Ecosystem:
- Magics for file repair
- Flow simulation for gating design
- AI-driven defect prediction
5. Cost-Benefit Analysis
Traditional vs 3D Mould Making:
| Factor | CNC Machining | 3D Printing |
|---|---|---|
| Lead Time | 2-6 weeks | 2-5 days |
| Tooling Cost | 5,000−30,000 | 500−5,000 |
| Design Changes | $1,000+/change | Digital iteration |
ROI Example:
An auto parts manufacturer achieved:
- 40% reduction in scrap rate
- 75% faster time-to-market
- 8-month payback period