Lost Foam EPC Casting Machines
The Complete Guide to Expendable Pattern Casting Technology
1. Lost Foam EPC Casting Machines: Process Overview
What is Lost Foam EPC Casting Machines?
Expendable Pattern Casting (EPC) utilizes foam patterns that vaporize during metal pouring, creating precise, complex aluminum and ferrous castings.
Key Advantages:
✔ No cores required – reduces 30% labor cost
✔ ±0.2mm dimensional accuracy
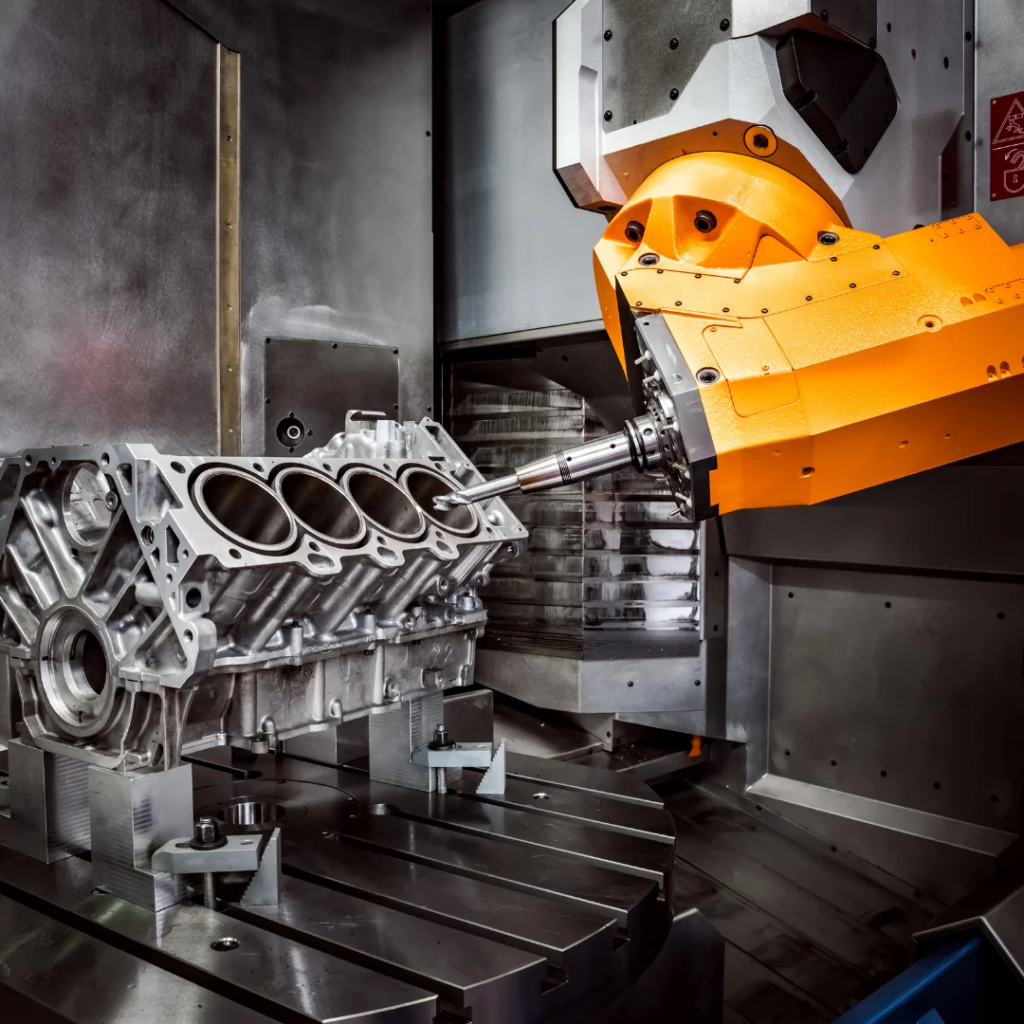
✔ 75% less machining vs sand casting
Industry Applications:
- Automotive: Engine blocks, cylinder heads
- Pump/Valve: Complex fluid passages
- Machinery: Large, intricate components

Lost Foam EPC Casting Machines
2. Critical Equipment for EPC Casting
Essential Machinery:
| Equipment | Function | Key Specs |
|---|---|---|
| Foam CNC Machines | Pattern machining | ±0.1mm accuracy |
| Cluster Assembly Tables | Pattern grouping | Laser alignment |
| Vacuum Casting Systems | Metal filling | 0.3-0.6bar vacuum |
Material Innovations:
- STMMA Foam: Low carbon residue for steel
- EPMMA Beads: Superior surface finish
- Nano-Coating: Reduces slag inclusion

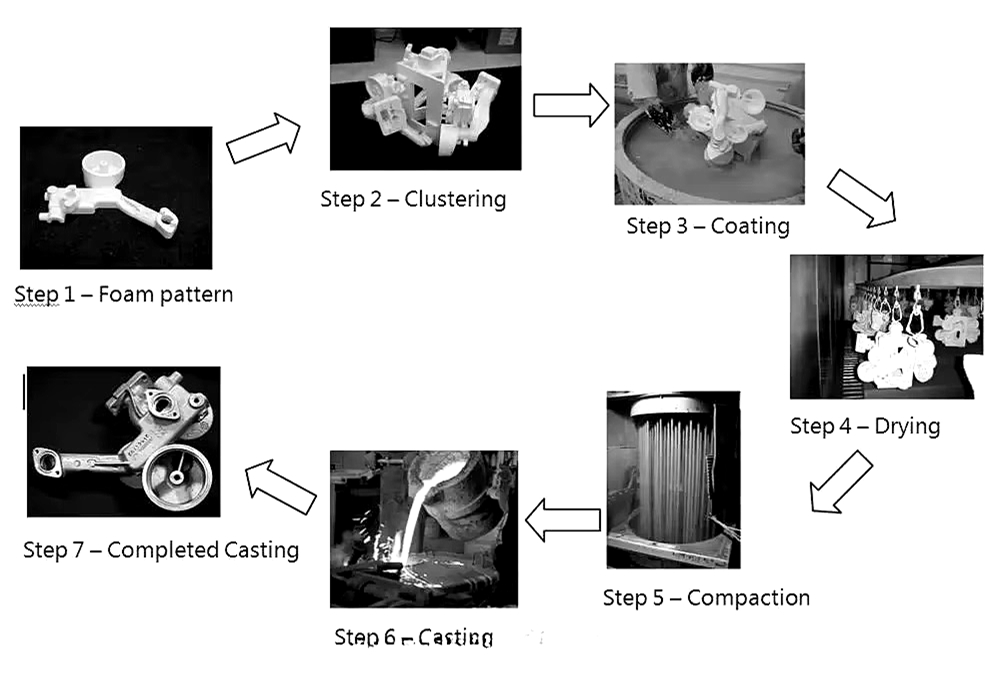
3. Step-by-Step EPC Process
- Pattern Production
- 3D printing or CNC machining EPS/STMMA
- Cluster Assembly
- Hot glue gating system attachment
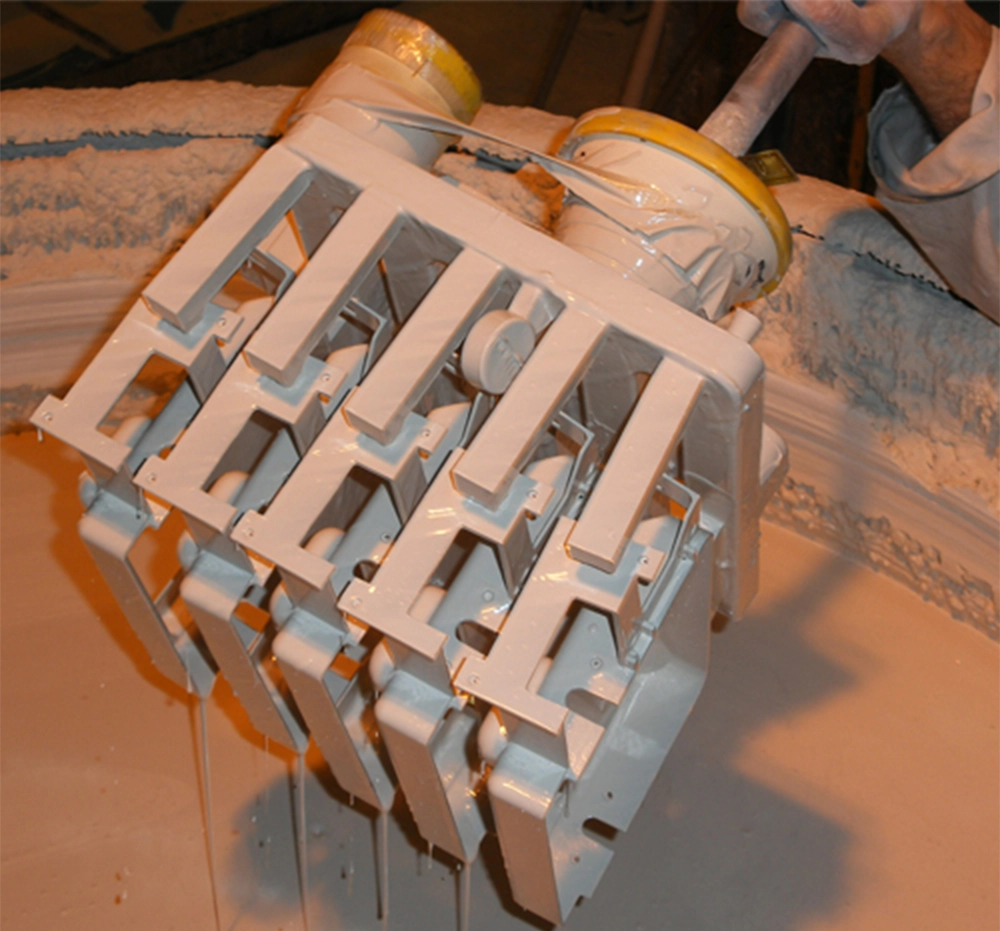
- Coating Application
- Ceramic slurry dipping (0.5-2mm thickness)
- Sand Compaction
- Vibration tables with 50-100Hz frequency
- Metal Pouring
- Vacuum-assisted filling for thin walls
4. Quality Control Measures
Defect Prevention:
- X-ray Inspection: Detects internal porosity
- Thermal Analysis: Monitors foam decomposition
- 3D Scanning: Verifies dimensional accuracy
Common Solutions:
| Issue | Cause | Fix |
|---|---|---|
| Carbon defects | Incomplete vaporization | Increase pouring temp |
| Surface folds | Coating cracks | Adjust slurry viscosity |
5. Cost Comparison: EPC vs Traditional Methods
Automotive Bracket Example:
| Factor | Sand Casting | EPC Casting |
|---|---|---|
| Tooling Cost | $18,000 | $3,500 |
| Lead Time | 12 weeks | 3 weeks |
| Surface Finish | Ra 6.3μm | Ra 3.2μm |
ROI Case Study:
Foundry achieved 11-month payback through:
- 40% material savings
- 60% reduction in machining